A correct straightening process set-up depends on an analysis of the product to be straightened as well as on an analysis of the straightened material production process and an analysis of the final product.
In an analysis of the product to be straightened conducted in connection with setting up the correct straightening process, efforts are first concentrated on recording the product's geometrical parameters, regardless of the material parameters which need to be determined.
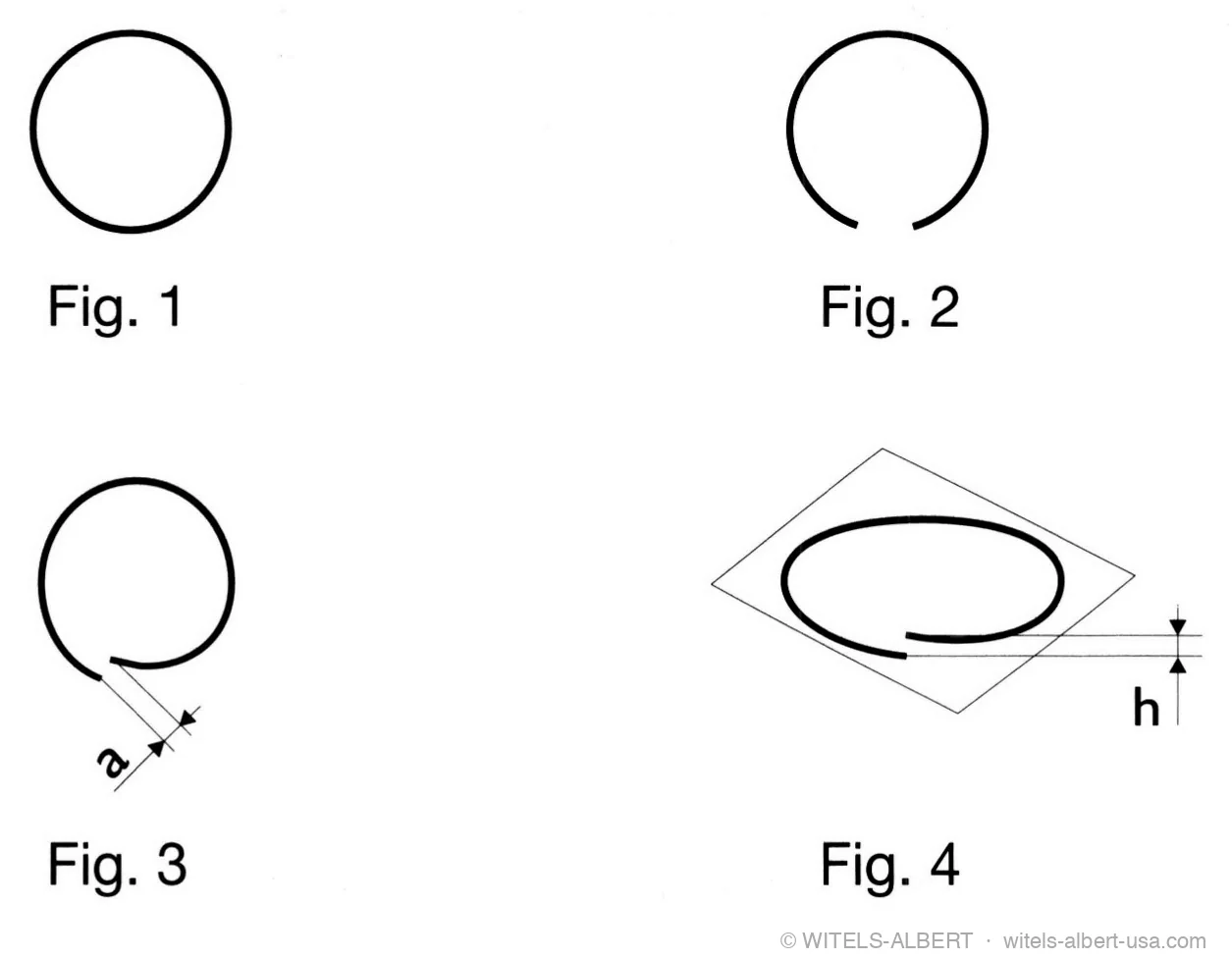
Basically speaking, the product remains in constant directions and zones of curvature during the most diverse process transitions in the course of its production. It is important to scan and measure these parameters. Four possible results exist:
- Constant curvature on one plane
- Curvature zone on only one curvature plane
- Curvature zone with a pronounced increasing or decreasing radial offset on only one curvature plane
- Constant curvature and/or curvature zone on the same or different curvature planes (helicities)
Case 1 provides good conditions for a constant follow-up process. All the other cases require a more elaborate follow-up process with what are sometimes less constant results. Each non-constant process input will give rise to different outputs, no matter how elaborate the applied corrective measures are.
The use of so-called helix straighteners or killing-straighteners can exert only a limited effect on the quality of the final product.
An analysis of the product to be straightened should include a definition of the straightened material parameter.
See Also
Adapted from “"We do it straight" — Wire Straightening”, p. 21 (ISBN 3-00-005897-4).