A correct straightening process set-up depends on an analysis of the straightened material production process as well as on an analysis of the product to be straightened and an analysis of the final product.
A product's material characteristics are constantly affected from the production of the original material — for example its melting — to the final processing operation. The history of these effects adds up to the material's memory.
Each individual process creates stresses in the product. Incorrect handling of the product to be straightened has a negative impact on the constantly changing state of internal stress, whereas its correct handling helps to prevent additional stress factors, keeping the internal stress conditions practically constant throughout the processing.
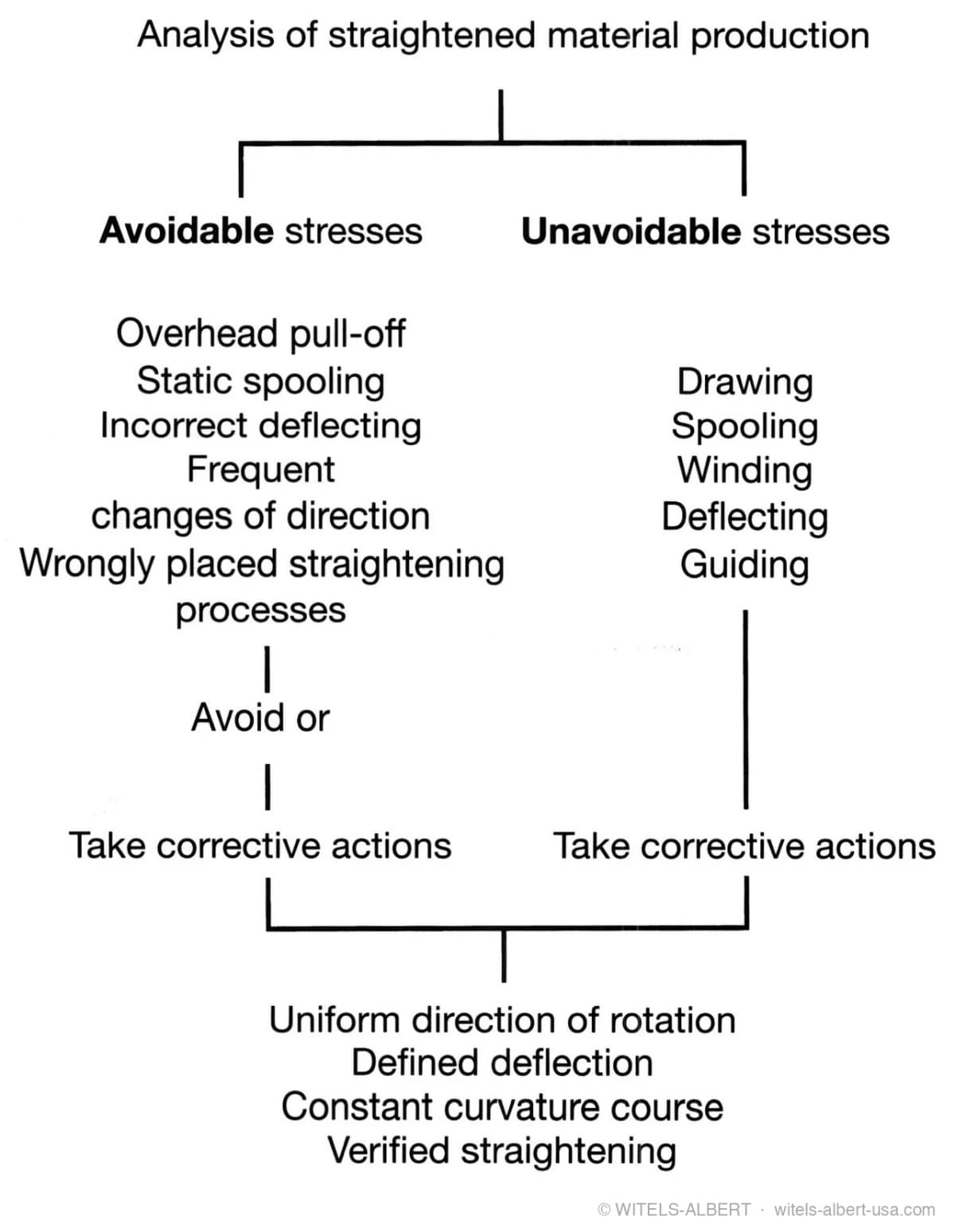
The stress factors active during the production of a straightened material divide into avoidable and unavoidable stresses. It is far easier to design a constant straightening process — and thus achieve continuously better straightening results and final products of reproducible quality — if steps are taken to prevent the avoidable stresses.
Processes with unavoidable stress factors should be followed as directly as possible by corrective measures in order to reduce or neutralize the stresses. If not, the stresses will be increased by a multiple.
The only way to obtain constant conditions of internal stress is with selective corrective measures. Uniform directions of rotation and defined deflections with unchanged curvature courses ultimately lead to constant input parameters for the resulting controlled straightening process.
See Also
Adapted from “"We do it straight" — Wire Straightening”, p. 17 (ISBN 3-00-005897-4).