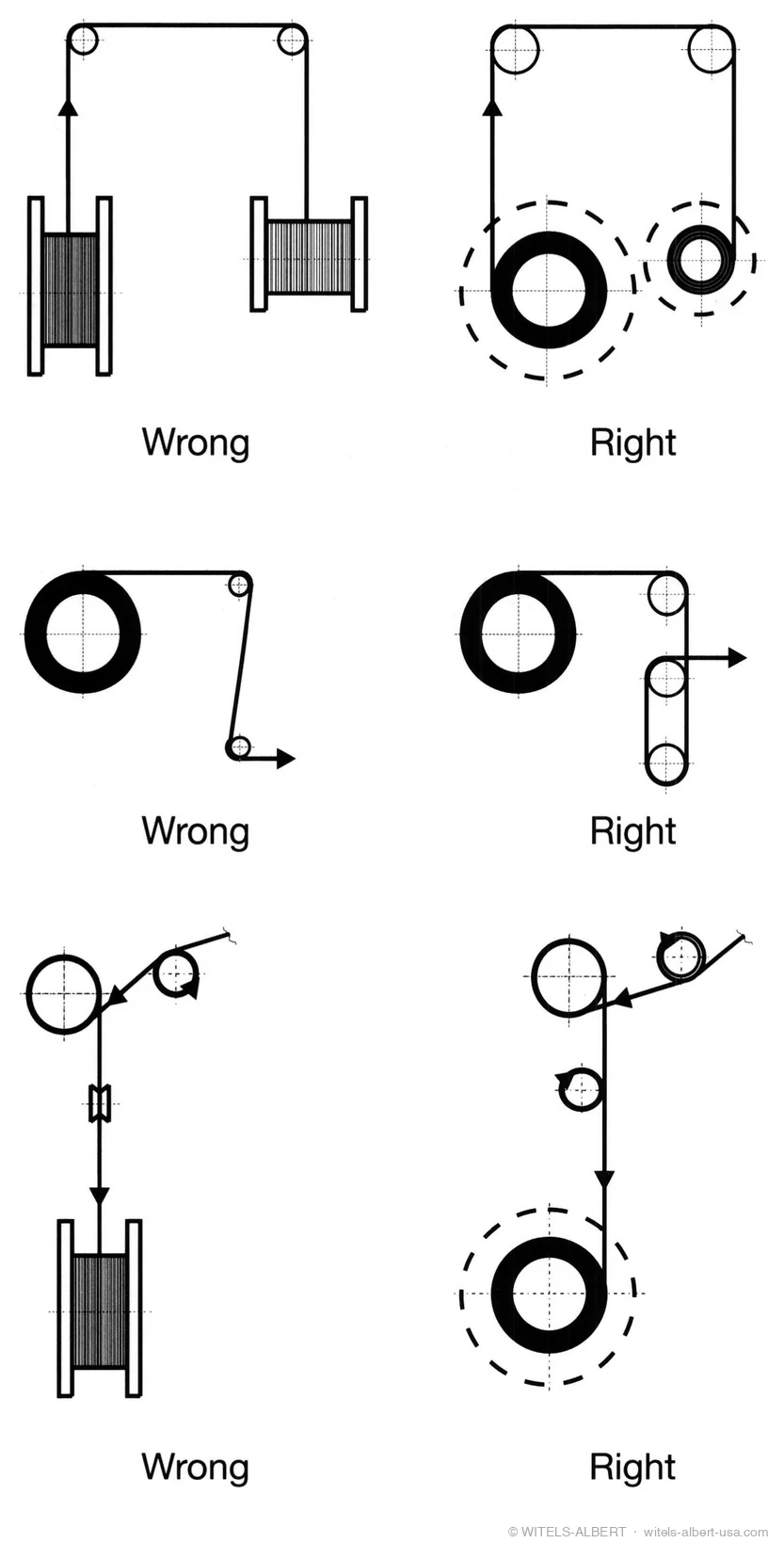
During the production and processing of wire the process material has to be deflected many times. To prevent disadvantageous changes to the initial curvature and material parameters, the material needs to be deflected elastically in the direction of its initial curvature. Elastic deflection depends on the diameter of the deflecting roll, which in turn depends on the process material's geometrical dimensions, modulus of elasticity, elongation limit and initial curvature. The permissible minimal value for the deflecting roll diameter is calculated with an equation.
The decoil-straightener from the WITELS-ALBERT range allows for elastic deflection in the direction of the initial curvature during the decoiling process. Decoil-straighteners for specific process materials can be built to order with adapted deflecting rolls.
Minimal deflecting roll diameter: D = d · E / Rp0,2
D: minimal deflecting roll diameter [mm] d: wire diameter or material thickness [mm] E: modulus of elasticity [N/mm²] Rp0,2: stretching limit [N/mm²]
This equation applies only when the product is straight prior to deflection.
See Also
Adapted from “"We do it straight" — Wire Straightening”, p. 65 (ISBN 3-00-005897-4).