The purpose of a checklist is to ensure that nothing is forgotten and that steps are performed in an essential order. It is a blueprint for preventing mistakes.
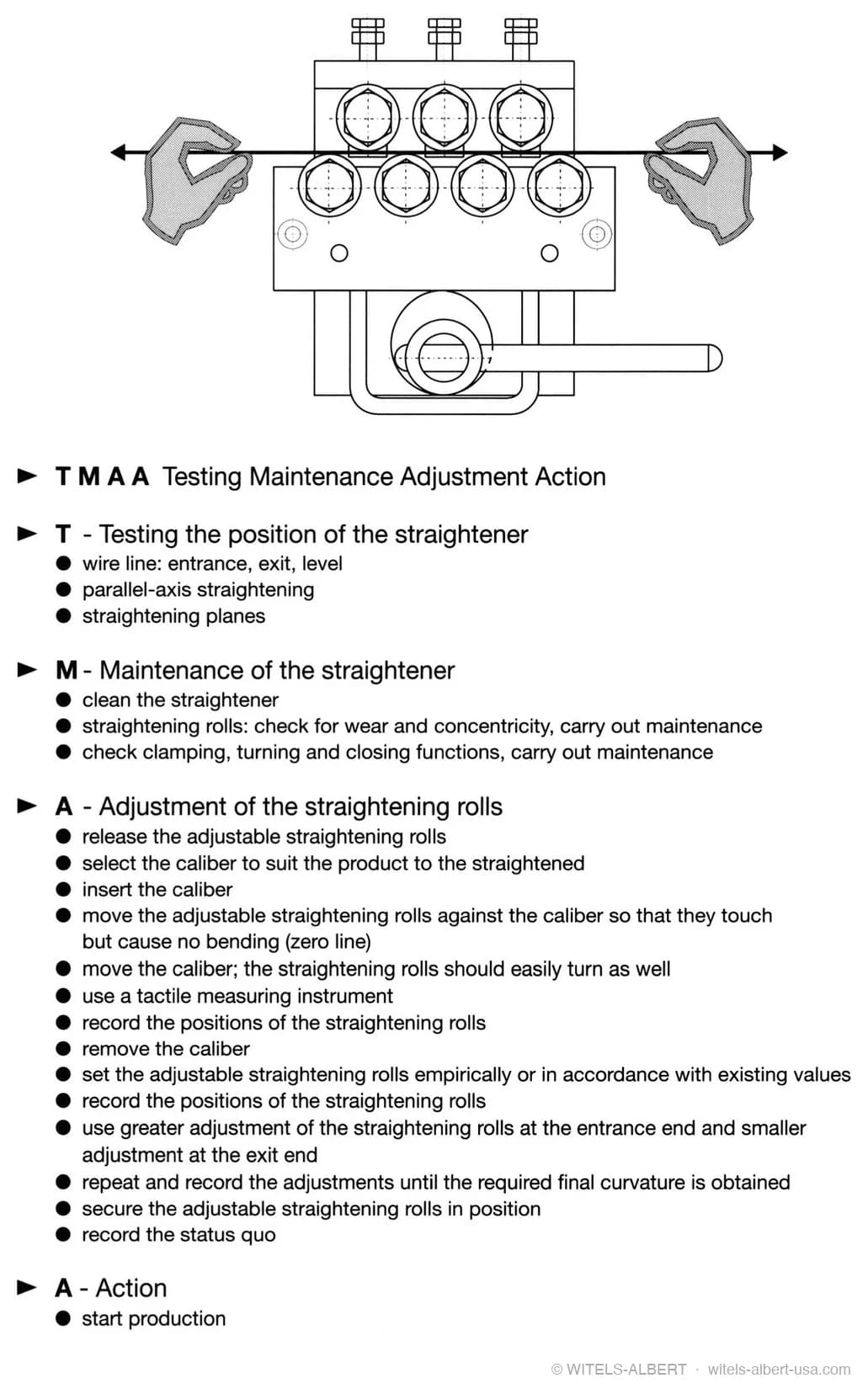
The facing page shows the TMAA checklist (Testing, Maintenance, Adjustment, Action):
T - Testing the position of the straightener: wire line (entrance, exit, level); parallel-axis straightening; straightening planes.
M - Maintenance of the straightener: clean the straightener; check the straightening rolls for wear and concentricity and carry out maintenance; check clamping, turning and closing functions and carry out maintenance.
A - Adjustment of the straightening rolls: release the adjustable straightening rolls; select the caliber to suit the product to be straightened; insert the caliber; move the adjustable straightening rolls against the caliber so that they touch but cause no bending (zero line); move the caliber - the straightening rolls should easily turn as well; use a tactile measuring instrument; record the positions of the straightening rolls; remove the caliber; set the adjustable straightening rolls empirically or in accordance with existing values; record the positions of the straightening rolls; use greater adjustment of the straightening rolls at the entrance end and smaller adjustment at the exit end; repeat and record the adjustments until the required final curvature is obtained; secure the adjustable straightening rolls in position; record the status quo.
A - Action: start production.
See Also
Adapted from “"We do it straight" — Wire Straightening”, p. 47 (ISBN 3-00-005897-4).