The commonly held idea that the position of a straightener's body corresponds to the straightening plane is wrong.
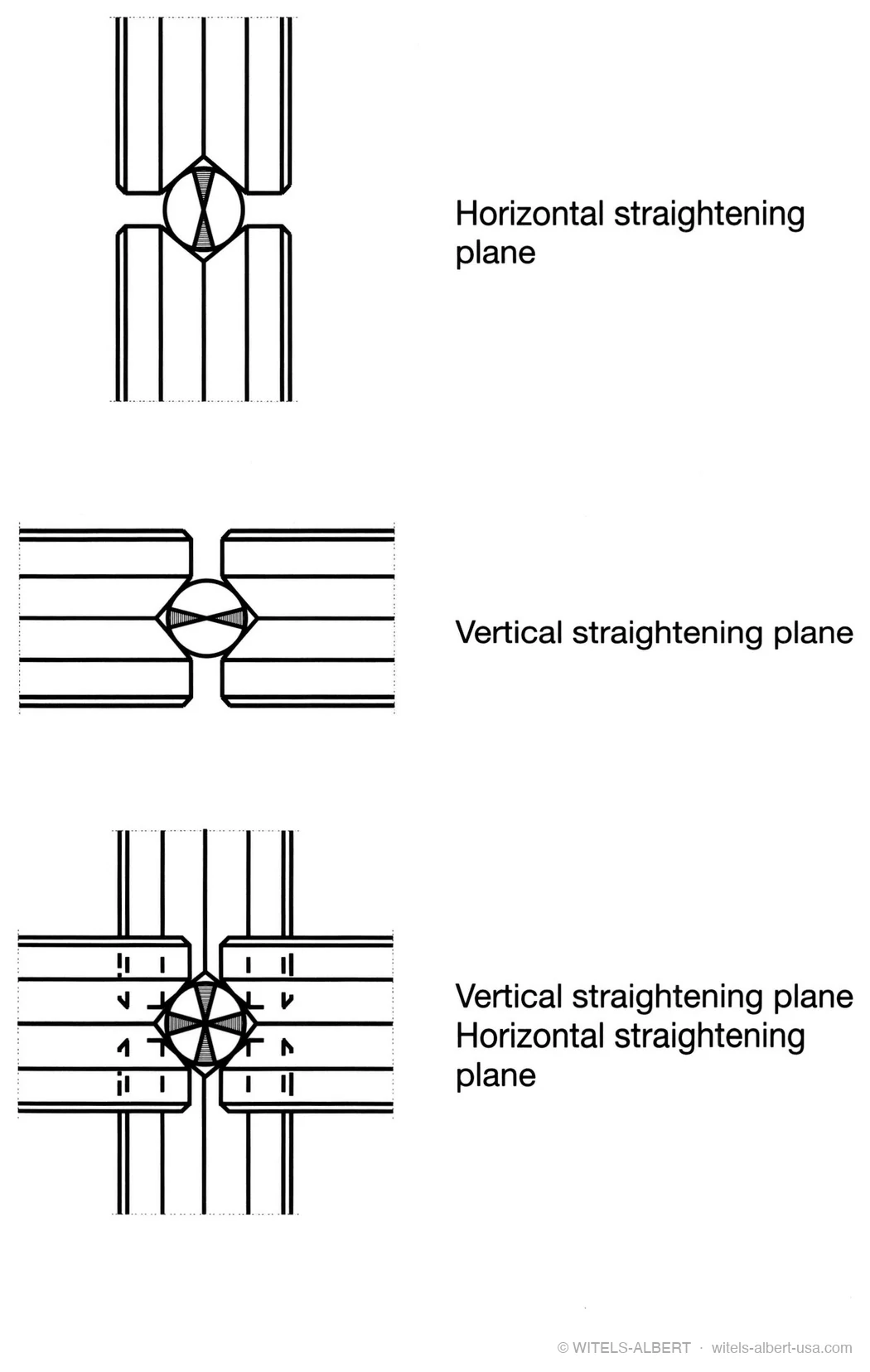
Basically, the straightening plane is defined by the axial position of the straightening rolls. If this is horizontal, then the straightening plane is horizontal. The same applies to the curvature plane in which the product to be straightened is fed in or bent.
With a vertical axis we speak of a vertical straightening and curvature plane.
The most frequently used arrangement is the double straightener, which eliminates the initial curvatures in two planes (horizontal/vertical).
You may well ask what happens with the other curvature planes lying outside the two straightening planes? Their processing is possible at best on a random and sporadic basis or not at all.
Hence it is important when producing wire to maintain a constant curvature course and not to leave the curvature plane.
A constant straightening plane can only produce constant final curvatures from constant curvatures in the same plane.
Where this is impossible for whatever reason, the use of killing-straighteners and helix straighteners in straightening systems can prove very useful.
See Also
Adapted from “"We do it straight" — Wire Straightening”, p. 163 (ISBN 3-00-005897-4).