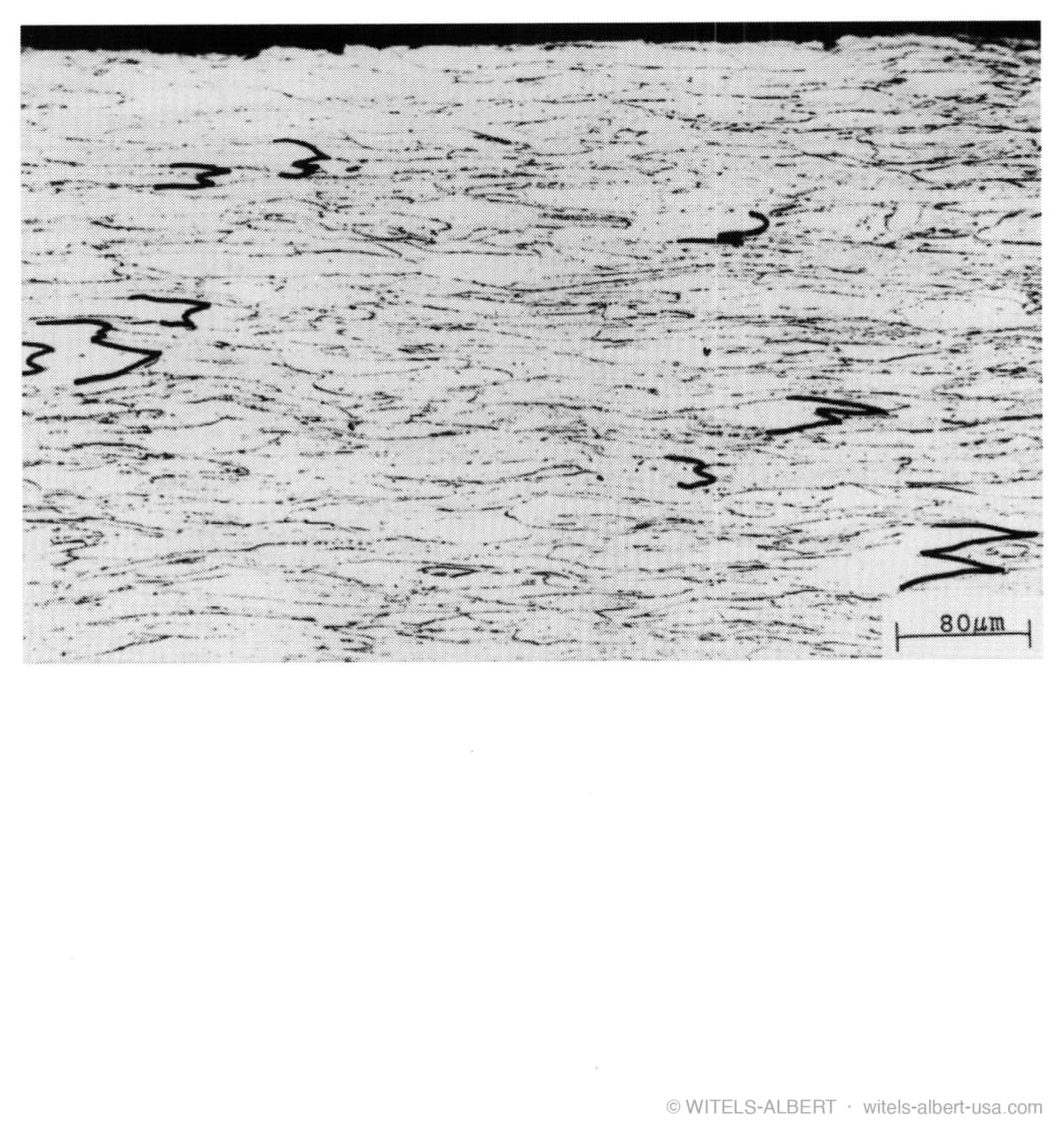
Wire is formed on drawing machines to the required final diameter. The microstructure of the original wire is changed by the forming process. The image of the ensuing microstructure is also known as the "drawing texture". The draw ratio is derived from the quotient of the cross sectional reduction and the initial cross section. The higher the draw ratio, the greater the stretching of grain in the direction of the wire axis. Plastically formable components of the microstructure (e.g. tough ferrite crystals in iron and steel wires) follow the forces in forming direction. Brittle components (e.g. pearlite crystals) are crushed under the action of the forming force and then aligned in drawing direction.
Straightening tests have shown that final curvatures differ when the material is drawn through the straightener in different pull-through directions. With wires that are difficult to straighten, it is an advantage to perform the straightening in drawing direction.
See Also
Adapted from “"We do it straight" — Wire Straightening”, p. 71 (ISBN 3-00-005897-4).