The term "stretch-bend-straightening" is understood to be the bending of a material around rolls of small diameter with the simultaneous application of tensile stresses. Local plastic elongation occurs in those areas where bending tensile stresses are added to tensile stresses. Upsetting can occur, on the other hand, where the bending compressive stresses superimpose on the tensile stresses. However, the biggest part of the material's cross section is subjected to a tensile load. If such a process is performed by alternate bending, the product is stretched in steps, producing a final curvature in wire material and a flatness profile in strip material.
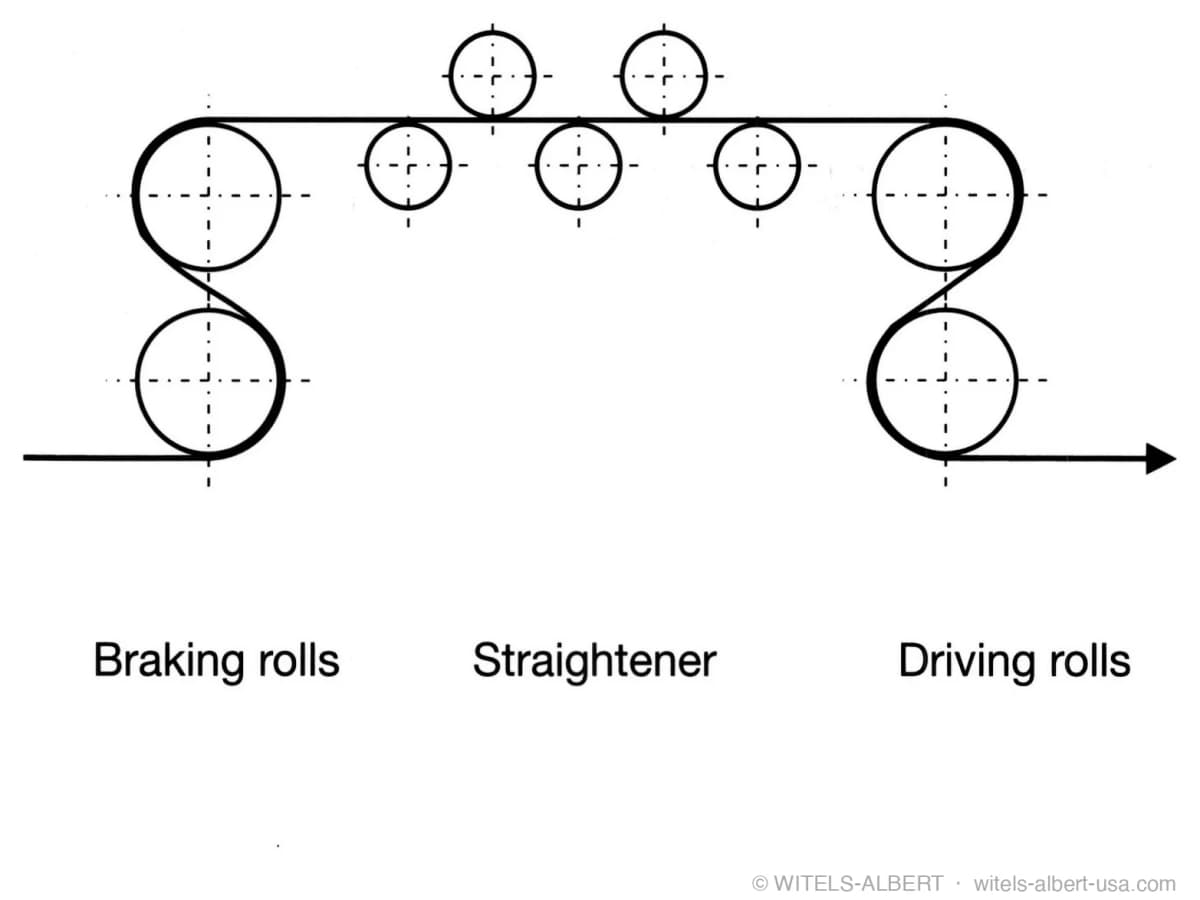
A stretch-bend-straightening system generally consists of an infeed unit for producing a reverse tension, a straightening unit for the bending or alternate bending, and an outfeed unit for applying a forward tension. For the purpose of straightening wire, the infeed unit can be e.g. a killing-straightener and the outfeed unit can be a drive unit. The straightening unit is either a conventional straightening system, a semi-automatic straightening system or a straightening system with an automatic roll positioner.
See Also
Adapted from “"We do it straight" — Wire Straightening”, p. 179 (ISBN 3-00-005897-4).