Wire straightening rolls and guide rolls, and similarly designed tube straightening rolls, and strip and flatwire straightening rolls are designed for maximum service life. Cable straightening rolls, wire rope straightening rolls, and profile shape straightening rolls are also available for a wide range of manufacturing applications. Made with thick walled outer rings, straightening and guide rolls retain their strength after cutting of custom sized grooves. Available in sizes from 4 – 250mm OD, straightening and guide rolls are made with a variety of materials and coatings. A quick, no-tool roll changing system is also available. Request a Quote.
Witels Albert specializes in wire straighteners, tube straighteners, wire and tube feeders and drive units, guides and preformers for wire, tube, strip and flatwire, cable, wire rope and profile shape. Our products are engineered and produced in the German tradition of innovation, precision and quality by Witels Albert Germany.
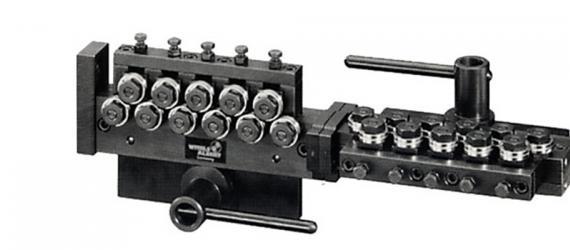
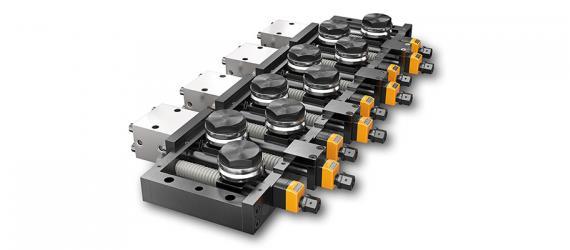
Tube Straighteners, with increased roller pitch configuration, produce uniformly straight tube and tubing with less working of tube material. In addition, unique U-groove rollers reduce product marking and deformation. Units are available with 3 to 14 rolls, in single or double plane arrangements, and handle tubing diameters up to 60mm.
Preformer and preform heads are available in various sizes to suit different wire, wire rope, stranded wire, and profile shapes. Uncomplicated and easy to handle, preformers are designed to preform material to a shape suitable for one lay length or a range of lay lengths. Performers handle lay lengths from 10 – 900mm.
Wire feeders and similarly designed tube feeders, strip and flatwire feeders, cable feeders, wire rope feeders and profile shape feeders, handle materials of .6mm to more than 40 mm in diameter or 80mm in width. Many models available to handled delicate tube, hardened steels and everything in between.